Herstellen von Tilsiter Käse 1937 in der Genossenschafts-Molkerei Insterburg/Ostpr.
von Molkereidirektor Hennemann
Um einen guten Tilsiter Käse herstellen zu können, muss man vor allen Dingen eine gesunde, käsereitaugliche Milch haben. Der größte Feind in der Tilsiter Käserei ist das Treiben des Käses. Das bisher wirksamste Mittel zur Feststellung der Käsereitauglichkeit der Milch ist nach meinen Erfahrungen die Gärprobe, aber nur, wenn sie täglich und bei jeder Lieferantenmilch in Anwendung kommt. Wenn die Gärproben nur gelegentlich vorgenommen werden, sind sie fast zwecklos. Der Nachteil der Gärprobe besteht darin, dass man immer erst am nächsten Tage feststellen kann, welche Milch gut war oder nicht, so daß es immerhin vorkommt, daß auch bei genauster Arbeitsweise doch noch ein Kessel treibt, weil Milch von Lieferanten hineingekommen ist, die nicht käsereitauglich war. Ein weiterer Feind ist die Lieferung von Milch in den ersten acht Tagen nach dem Kalben. Das gute Ausmelken der Tiere spielt ebenfalls eine große Rolle. Dieses merken wir am besten an Sonntagen und Montagen, wenn ein Teil des Melker-Personals sehr stark dem Vergnügen nachgeht. Die Wasserversorgung auf den Weiden hat ebenfalls eine große Bedeutung. Vielfach werden die angelegten Teiche nicht nur zum Tränken benutzt, sondern die Kühe können sich auch darin baden.
 Das Treiben der Käse läßt sich mit 99% Sicherheit vermeiden, wenn die Milch erhitzt wird. Man erhält aber in diesem Falle niemals einen solchen Käse, wie er aus Rohmilch hergestellt werden kann. Wer gezwungen ist, zeitweise auch käsereiuntaugliche Milch verkäsen zu müssen, wie es in der von mir geleiteten Molkerei-Genossenschaft Insterburg häufig der Fall ist, der kann sich dadurch helfen, dass er diese käsereiuntaugliche Milch erhitzt und der Rohmilch 20 bis 30% davon zusetzt. Dieser Zusatz erhitzter Milch ist selten an der Qualität des Käses zu merken.
Das Treiben der Käse läßt sich mit 99% Sicherheit vermeiden, wenn die Milch erhitzt wird. Man erhält aber in diesem Falle niemals einen solchen Käse, wie er aus Rohmilch hergestellt werden kann. Wer gezwungen ist, zeitweise auch käsereiuntaugliche Milch verkäsen zu müssen, wie es in der von mir geleiteten Molkerei-Genossenschaft Insterburg häufig der Fall ist, der kann sich dadurch helfen, dass er diese käsereiuntaugliche Milch erhitzt und der Rohmilch 20 bis 30% davon zusetzt. Dieser Zusatz erhitzter Milch ist selten an der Qualität des Käses zu merken.
Das nur süße Milch verarbeitet werden kann, ist selbstverständlich. Es ist leicht zu erreichen, nur süße Milch angeliefert zu erhalten, wenn dem Lieferanten alle Milch zurückgeschickt wird, die die Alkoholprobe nicht aushält. Je rigoroser man im Frühjahr hierbei vorgeht, umso weniger Schaden entsteht für die Landwirtschaft. Es gelingt hier in Insterburg, fast den ganzen Sommer über süße Milch zu sichern, wenn im Frühjahr einige tausend Liter Milch zurückgewiesen werden. Jedenfalls ist das rigorose Zurückschicken saurer Milch die wirksamste Methode (beste Postkarte).
Die Arbeitsweise bei der Verkäsung ist hier in Insterburg folgende:
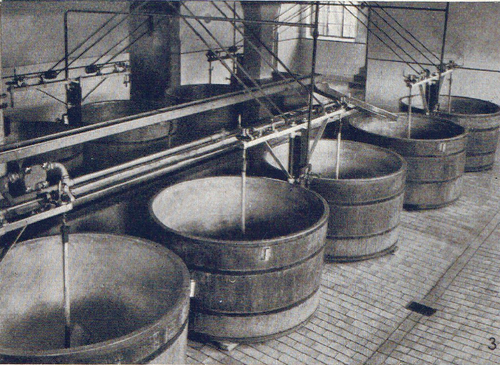
Die Milch wird bei einer Temperatur von 28 Grad Celsius eingelabt, nach dem vorher-Kultur zugesetzt wurde; normale Milch ist in einer halben Stunde dick. So dann wird der Käse geschnitten und verzogen. Nachdem ein Teil Molken abgeschöpft ist, wird eigene dazu konstruierte, maschinell betriebene Harfe zum Zerkleinern verwandt. Sobald der Bruch die gewünschte Größe (Erbsengröße) erreicht hat, wird das maschinelle Rührwerk eingesetzt und sofort mit dem Wärmen begonnen. Je langsamer das Nachwarmen (2 Grad C pro 5 Minuten) vorgenommen wird, um so günstiger ist die Auswirkung auf die Qualität. Die Endtemperatur des Erwärmens richtet sich hauptsächlich nach Jahreszeit und Beschaffenheit der Milch und liegt meistens bei 42 bis 43 Grad C. Wenn der Bruch die erforderliche Festigkeit erlangt hat, was je nach Beschaffenheit und Geeignetheit der verwandten Milch verschieden lange dauert, wird der Bruch, nachdem noch ein Teil Molken abgeschröpft wurde, mittels Schöpftuch und Schopfkelle in die Formen gebracht. Hierbei ist besonders aufzupassen, daß die Käse immer gleichmäßig an Größe und Gewicht sind, weil sich später ein gleichmäßiger Käse besser verkaufen und leichter verpacken läßt. Die Formen werden dann auf einen fahrbaren Tisch gestellt und sofort nach dem Füllen gewendet und gleich anschließend in den Abtropfraum gefahren. Dort wird der Käse kurz hintereinander mehrere Male gedreht und dabei in Tücher eingeschlagen. Sehr wichtig ist es, daß die Molken möglichst schnell ablaufen. Je besser die Molken ablaufen, desto besseren Käse kann man erwarten. Am anderen Morgen wird der Käse in das Salzbad gebracht und bleibt darin 3 Tage. Täglich wird er einmal gedreht und der nicht vom Salzwasser umspülte Teil der Käse mit Salz bestreut. Am ersten Tage müssen die Käse im Salzbad flach liegen, damit sie die Form behalten. Am zweiten- und dritten Tage kann man sie ausrollen, wenn kein Platz zum Flachliegen vorhanden ist. Es kommt zu bestimmten Jahreszeiten vor, daß man den Käsen nach dem Salzbad noch ein leichtes Randsalz geben muß. Dieses wird gleich nach dem Herausnehmen aus dem Salzbad gegeben. Der Käse bleibt dann einige Stunden zum Abtrocknen auf Brettern in Gestellen liegen, die oberhalb des Salzbades angebracht sind. Sobald die Käse abgetropft sind, werden sie in die Lagerkeller gebracht und dort kesselweise geordnet eingelagert.
Triebkäse oder sonstige mit irgendeinem erkannten Fehler behaftete Käse werden von vornherein aussortiert, getrennt gelagert und auch behandelt. Es ist erforderlich, daß die Käse in den ersten Tagen im Lager täglich gekehrt und möglichst viel gestrichen werden, denn gerade das Streichen in den ersten 8 bis 14 Tagen ist für die Käsereifung am wichtigsten. Wenn sich durch unsorgfältiges Streichen beim frischen Käse Schimmel bildet, dann ist er später nicht mehr wegzubringen, auch wenn er noch so oft von außen zerstört wird, da der Schimmel sich dann in das Innere des Käses frisst und Faulstellen verursacht.
Die Lagerkeller müssen gut durchlüftet werden, isoliert, mit Kühlung versehen sein und genügende Feuchtigkeit haben. Eine Kellertemperatur von zirka 12 Grad C Sommer wie Winter halte ich für am günstigsten und hilft dieses über manchen Käsefehler hinweg. Nach zirka acht bis zwölf Wochen ist der Käse versandreif.
Bei dieser Arbeitsweise ist es bisher in Insterburg gelungen, den Anfall 2. Käsequalitäten auf 3 bis 5 % zu beschränken. "
Quelle: Molkereiteitung 1937 - 1826/1827 Nr. 66/67
HPW - 01. Mai 2023
---------------------------------------------------------------
Strukturierte Zusammenfassung der Tilsiter-Käseherstellung
Molkereigenossenschaft Insterburg, 1937 – überarbeitet von Hans-Peter Wagner, 18. August 2025
🧀 Voraussetzungen für gute Käsequalität
- 🥛 Gesunde, käsereitaugliche Milch ist entscheidend.
⚠️ Gefahrenquellen:
- ⏳ „Treiben“ des Käses (schlechtes Gerinnen durch ungeeignete Milch).
- 🐄 Milch von frisch gekalbten Kühen (erste 8 Tage).
- 🧼 Unsauberes oder unvollständiges Melken, besonders nach Wochenenden.
- 💧 Schlechte Wasserversorgung (Tränkteiche, in denen Kühe auch baden).
🔎 Qualitätskontrolle:
- 🧪 Tägliche Gärprobe bei jeder Milchlieferung.
- 🍶 Alkoholprobe zum Aussortieren saurer Milch.
- 🚫 Konsequentes Zurückweisen schlechter Milch steigert die Qualität langfristig.
🛡️ Maßnahmen gegen Käsefehler
- 🔥 Erhitzen der Milch verhindert mit hoher Sicherheit das „Treiben“, mindert aber den Geschmack im Vergleich zur Rohmilch.
- ⚖️ In Insterburg: Kompromisslösung durch Zusetzen von 20–30 % erhitzter Milch zur Rohmilch.
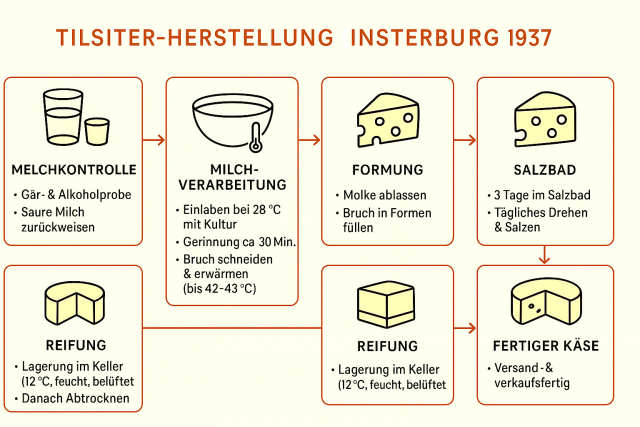
🔄 Herstellungsprozess
1️⃣ Milchvorbereitung
- 🌡️ Erwärmen auf 28 °C, Zusatz von Kultur, Einlaben
- ⏲️ Gerinnung in ~30 Minuten
2️⃣ Bruchbearbeitung
- 🔪 Schneiden und Zerkleinern mit Maschinenharfe
- 🌡️ Langsames Erwärmen (2 °C pro 5 Min.) bis 42–43 °C
- 🫘 Ziel: Bruch in Erbsengröße und feste Konsistenz
3️⃣ Abfüllen
- 🧴 Bruch nach Abschöpfen der Molke in Formen gefüllt
- ⚖️ Gleichmäßigkeit in Größe/Gewicht wichtig für Handel
- 🔄 Mehrfaches Wenden, sorgfältiges Abtropfen im Abtropfraum
4️⃣ Salzbad
- 🧂 3 Tage Salzbad, tägliches Drehen, zusätzliches Salzen bei Bedarf
- 🌬️ Danach Abtrocknen und Umlagern in den Keller
🕰️ Reifung
- 🧹 Frühe Pflege: tägliches Kehren und Streichen in den ersten 8–14 Tagen
- 🍄 Schimmel muss unbedingt verhindert werden (dringt sonst ins Innere)
- 🏠 Kellerbedingungen:
- 💨 gut belüftet,
- 🧱 isoliert,
- 💧 feuchtigkeitsreguliert,
- 🌡️ 12 °C konstant
📆 Reifezeit: 8–12 Wochen bis zur Versandreife
✅ Ergebnis
- Mit dieser konsequenten Arbeitsweise konnte der Anteil von Käsen 2. Qualität in Insterburg auf nur 3–5 % gesenkt werden.
Infografik: